medical urine bag manufacturer
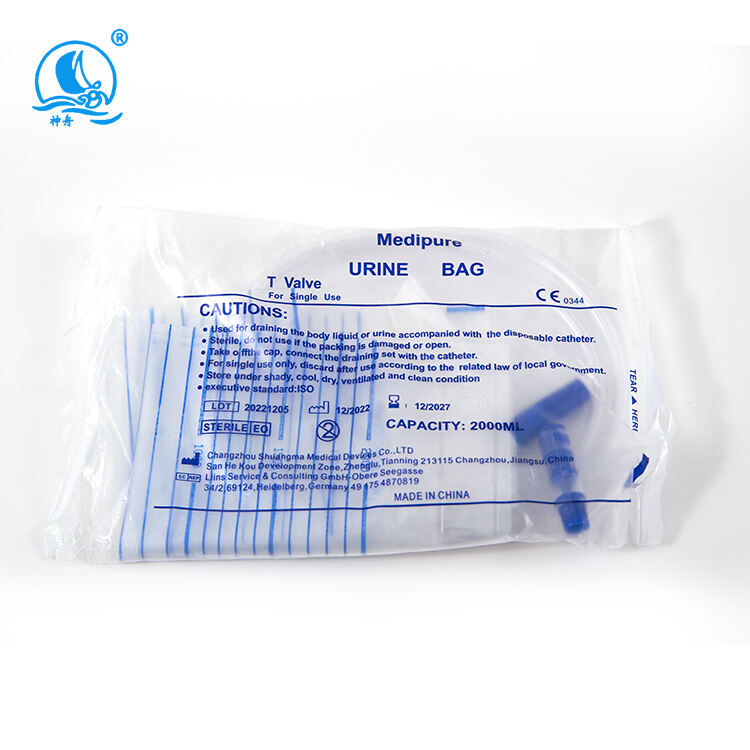
A medical urine bag manufacturer specializes in producing high-quality urinary collection devices essential for healthcare settings. These manufacturers employ advanced production techniques and strict quality control measures to create reliable, leak-proof urine collection systems. Their facilities utilize state-of-the-art equipment to produce various types of urine bags, including bedside drainage bags, leg bags, and pediatric collection systems. The manufacturing process incorporates medical-grade materials that ensure patient safety and comfort while meeting international healthcare standards. These facilities implement automated production lines that maintain consistent quality across all products, featuring precise welding technology for secure seams and reliable valve systems. The manufacturers also focus on developing innovative solutions such as anti-reflux valves, secure mounting systems, and optimized drainage mechanisms. Their products undergo rigorous testing procedures to verify durability, sterility, and functionality before distribution. The manufacturing facilities maintain ISO certification and comply with FDA regulations, ensuring their products meet global healthcare requirements. They also provide customization options to meet specific healthcare facility needs, including various capacities, tube lengths, and attachment systems.